

全国服务热线
欢迎到leyu国际app。 官方网站 !
时间: 2024-02-20 10:54:35 | 作者: leyu国际app
喷气织机因为革除了传统的梭子,因而具有组织简略、车速高、噪声和振荡小、工人劳动强度低、操作安全、自动化程度高级长处,特别是喷气织机选用小打纬动程和小开口高度的编织工艺以及共同的新工艺后,为喷气织机的进一步高速阔幅编织发明了极为有利的条件,成为国内近百万台有梭织机技术改造中的首要更新换代产品。喷气织机的气流操控办理体系是专为该机而规划的,其作业功能的好坏将直接影响到织物的质量、织机的功率和功耗,是喷气织机能否正常作业的要害。为有利于国内喷气织机产品的研制开发,现将日本津田驹公司出产的ZA200型喷气织机的气流操控体系介绍如下。
喷气引纬是运用喷发气流对纬纱产生的冲突牵引力来进行引纬的,其引纬进程如图1所示。从纬纱筒子1上退绕下来的纬纱经导纱管2,在定长传动罗拉3和定长绕纱罗拉4的作用下,量取必定长度的纬纱,并由吹纱小喷嘴喷入储纬器6中;当夹纱器7翻开时,主喷嘴8也已开端喷气,现已储存在储纬器6中的纬纱便在主喷嘴气流的作用下被喷入梭口,并沿着异型钢筘10的引纬凹槽的中心线高速飞翔;压缩空气经主喷嘴喷发出来今后,因为气流严峻分散,导致流速敏捷下降,纬纱不能顺畅飞出梭口,使织物幅宽受到限制,因而异型钢筘凹槽的前下方设备有若干支辅佐喷嘴9,其距离为5~8cm,3~6支辅佐喷嘴为一组,顺次从辅佐喷嘴所喷出的一股又一股接踵而来的辅佐气流在整个管道中会聚成为一股密布接连的微弱的气流束,托浮着纬纱不间断地加快向前推动,顺畅飞出梭口。引纬完毕后,钢筘将纬纱打向织口并与经纱13交错后,剪刀11将主喷嘴侧的纬纱剪断,以便下次引纬。

① 辅佐喷嘴的结构。辅佐喷嘴为上扁下圆的薄壁不锈钢冲压件,其喷孔的数目和形状因出产厂家不同罢了,现在常用的有单孔、双孔、多孔、圆孔、和方孔等,如图2所示。
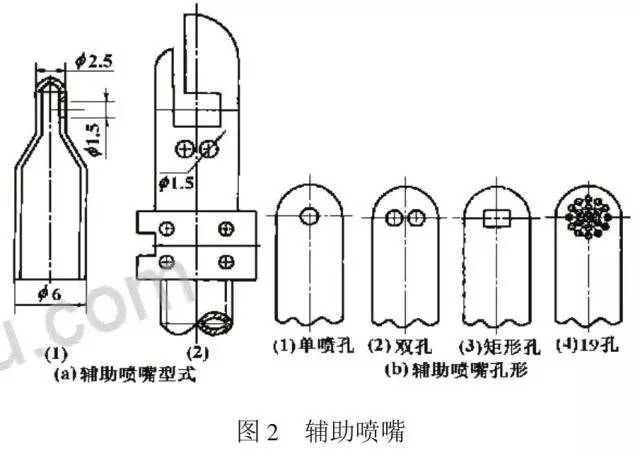
② 辅佐喷嘴的入射角。辅佐喷嘴所喷发出的气流以必定的视点射入异形钢筘槽中心与主气流汇交,这两股气流之间的夹角称之为入射角或喷发角。入射角大,则辅佐气流对纬纱的上浮力增大,而水平方向的牵引力下降,故入射角不宜太大,一般在5°~10°左右。
③ 辅佐喷嘴的距离。辅佐喷嘴的设备距离取决于主射流和辅佐射流的耗费状况,其一般为5~8cm。在纬纱出梭口侧,因为纬纱的分量越来越重,为进步出梭口侧的气流速度,避免纬纱产生“前拥后挤”现象,其距离应减小(可小到25mm)。
④ 辅佐喷嘴的分组数与支数。为下降耗气量和简化组织,接力引纬中均选用如图3所示的分组顺次供气的方法。每组由若干支辅佐喷嘴和一只气阀组成,气阀用来操控该组辅佐喷嘴的供气时刻,而各组辅佐喷嘴的供气时刻是不一样的。辅佐喷嘴的分组数和各组的支数应根据气流的耗费状况、织物种类、幅宽等条件详细确认。

ZA型喷气织机全机供气体系如图4所示,由空压站输送来的压缩空气经过球阀1、微粒子过滤器2、净化器3和立式阀4,进入复合管5。由复合管5出来的气流分成为二条分路,榜首路经减压阀6送到辅佐喷嘴贮气筒13,第二路经调理箱7的MIn和Mout接口抵达主喷嘴贮气筒14,调理箱7坐落织机左机架下方,各路气流的调压阀门和查验测验外表会集设备在此箱内。
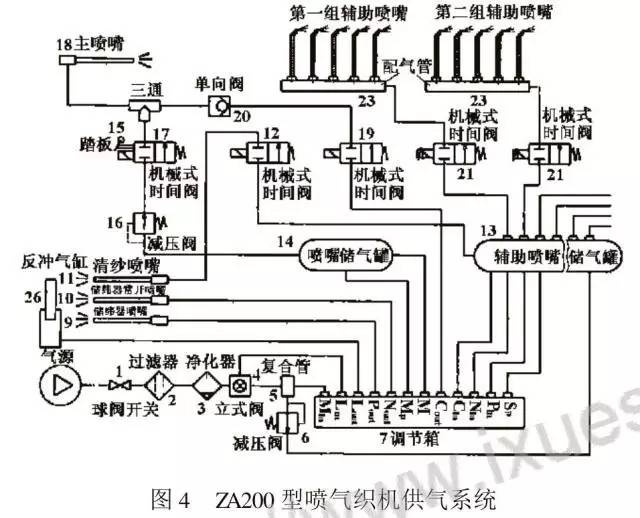
① 经过机械式时刻阀门(或电磁阀门)21和配气管22,将气流送至各个辅佐喷嘴23:
② 经过调理箱上的CIn和Cout接口,经机械式时刻阀门(或电磁阀门)19和单向阀20,将气流送至主喷嘴18,气流作用时刻约从10°~40°,以便打纬后纬纱在进梭口侧被剪断时,气流对纱头施加必定的作用力,以防缩进主喷嘴内。
③ 经过调理箱上的PIn和Pout接口,将气流送至贮纬器喷嘴9,为喷嘴供给接连的贮纬气流。
④ 气流经调理箱上的NIn和Nout接口抵达贮纬器上的常开喷嘴10,此股气流作用于U形纱线段的中心,以避免纱线相互缠结。
⑤ 经机械式时刻阀门(或电磁阀门)12,将气流送至喷嘴11,以便对压纱盘进行清洁。
主喷嘴贮气筒14是织机上的另一个安稳气源。气流经减压阀16和机械式时刻阀门17进入主喷嘴18,以供引纬用。在泊车时,踩下与时刻阀17相连接的踏板15,可对主喷嘴完成人工送气,以便于将纬纱穿入喷嘴。
除上述主、副喷嘴贮气筒外,在进气管路中,还经过立式阀4分出一路气流,经调理箱的LIn和Lout接口,送至送经设备的反冲气缸25。开车时,反冲气缸先行充气,使后梁抬起,织口后移,可避免开车细密弄的产生。

喷气织机的供气体系中选用阀门操控各路气流的供气时刻,按其作用方法的不同可分为(凸轮式)机械阀和电磁阀两种,两者相比较,机械阀具有造价低、加工简单、外观简略明了等长处,电磁阀因为其精确度可高达一ms,能最省的运用气流,特别是织机泊车后可悉数封闭气流,因而织机即便停在开气方位,气流也不敞开,有益于节约气流。选用电磁阀可使织机机械结构简化,可运用微机操控,有利于进步织机自动化程度。各气流的供气时刻由电路确保,用按钮操作,因而调理简洁,对工艺参数有必定的保密性。因而,现代喷气织机渐渐的变多地选用电磁阀来操控气路的供气时刻。
主喷嘴和各辅佐喷嘴的供气时刻是喷气织机的重要供气参数之一,它直接影响到织机耗气量的巨细和引纬质量的好坏。各喷嘴的动作有必要要和其他工艺动作相和谐,才干获得杰出的工艺作用。其首要动作的合作准则为:
① 主喷嘴开端喷气的时刻应比夹纱器敞开时刻早10°~20°,进行预喷,其意图是将留在喷嘴外边的纬纱头先行吹直后再送入梭口,以便确保纬纱头端的顺畅起飞。
② 各组辅佐喷嘴开端供气的时刻应比纬纱抵达时刻早10°~15°,以做好接纬的预备;各组辅佐喷嘴开端闭气的时刻应比纬纱脱离时刻迟5°~10°,以利于将纬纱顺畅地交给下一组气流。
③ 最末一组辅佐喷嘴的闭气时刻应迟于夹纱器的闭合时刻10°~20°,以有利于纱尾的伸直。
上述时刻应随车速、织物的幅宽、织物的种类的改动而随之及时作出调整,以期能到达高产优质低耗的意图。
本文介绍了国外领先水平的ZA型喷气织机的引纬原理与作业进程、辅佐喷嘴的结构、气流操控办理体系的作业原理及气流操控方法和气流操控的准则,从而为国内喷气织机产品的研制开发供给参阅。
下一篇:【织道】关于喷气织机你知道多少?

